© Stratnel Technologies LLP
When selecting a manufacturing process, the question shouldn't be "Which technology is best?" — it should be "Which technology is best suited for my application?"
Each process has genuine strengths and real limitations. The right choice depends on what matters most to your project: cost, surface finish, mechanical performance, temperature resistance, production quantity, or time to market. This guide compares four widely used technologies — FDM, SLS, SLA, and Vacuum Casting — to help engineers make more informed decisions throughout the product development lifecycle.
Understanding the Technologies
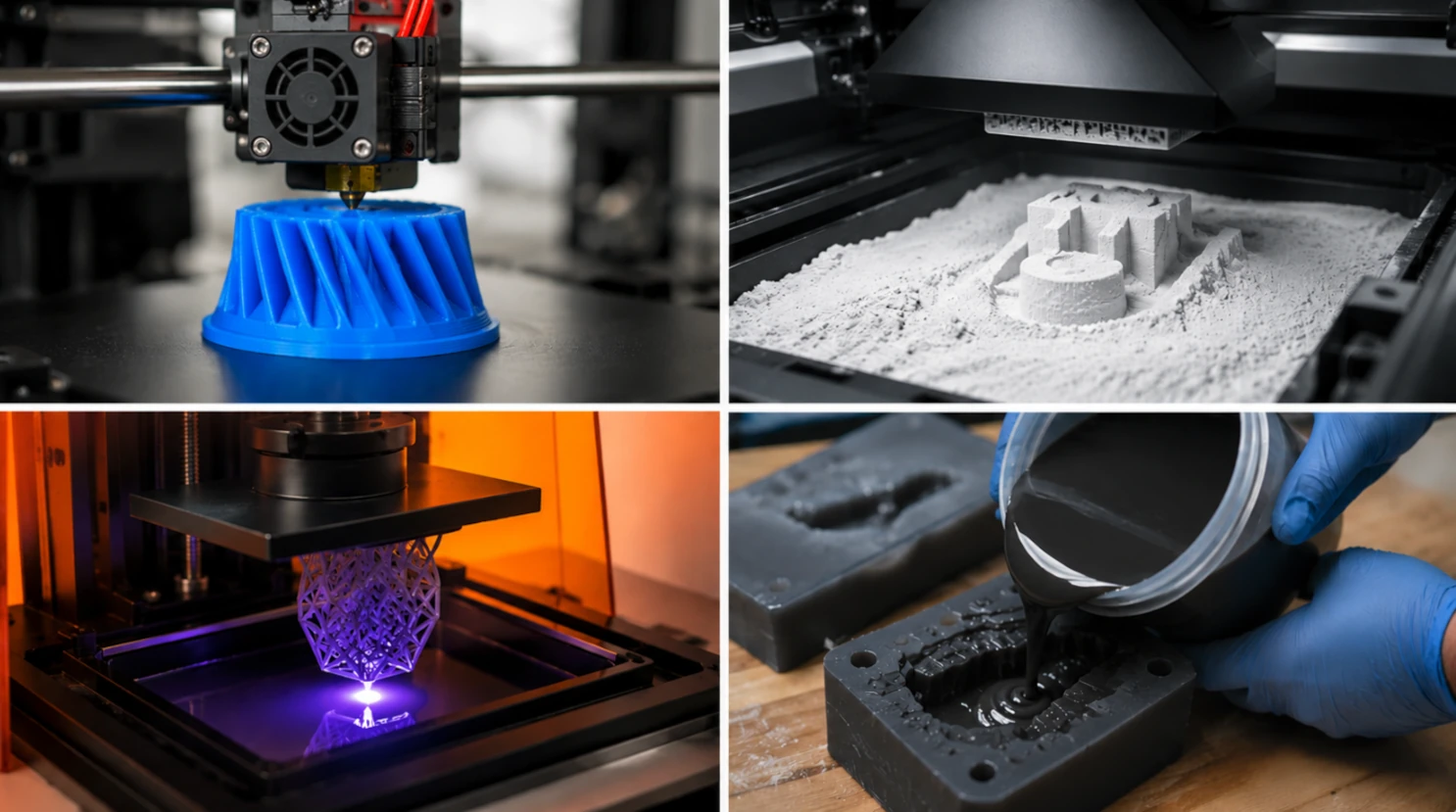
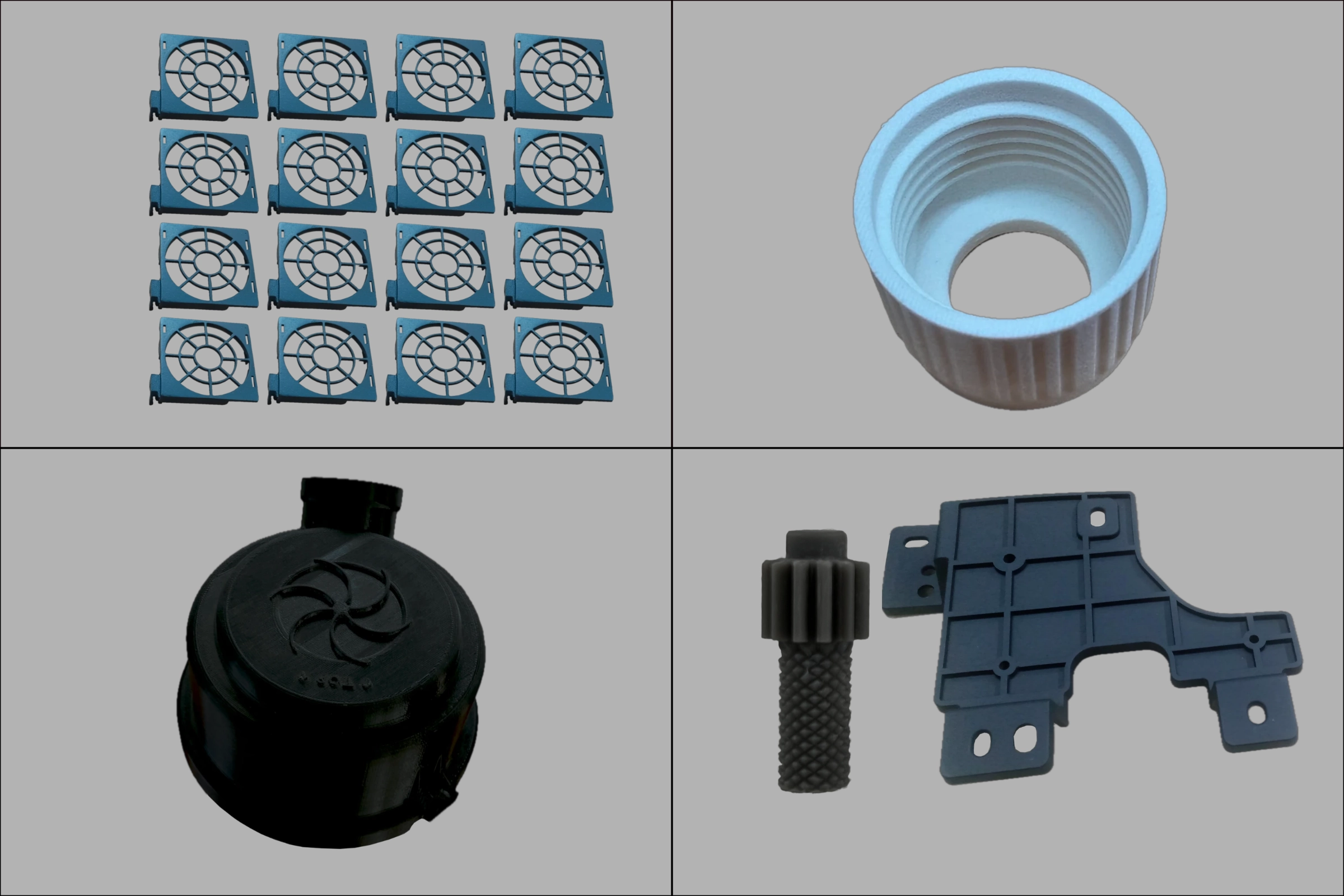
FDM, SLS, SLA, and Vacuum Casting each occupy a distinct position in the product development toolkit. © Stratnel Technologies LLP
FDM builds parts layer by layer by extruding thermoplastic filament through a heated nozzle. It is one of the most versatile and economical additive manufacturing processes available, and is often the preferred choice for functional prototypes, fixtures, jigs, tooling, and end-use engineering components.
SLS uses a laser to selectively fuse powdered polymer material into fully functional components. Because the surrounding powder supports the part during manufacture, support structures are unnecessary — enabling highly complex geometries and design freedom that would be difficult to achieve using conventional methods. SLS is particularly valuable when pursuing weight reduction through generative design, topology optimisation, and lattice structures.
SLA uses ultraviolet light to cure liquid photopolymer resin into highly detailed components. It is often selected when surface finish, fine detail, and dimensional accuracy are critical requirements.
Vacuum Casting uses silicone moulds to replicate master patterns, producing multiple production-like components in polyurethane resins. It bridges the gap between prototyping and mass production, making it ideal for pilot production and low-volume manufacturing.
Technology Selection Matrix
The table below maps common engineering requirements against each technology. Use it as a starting point — the best choice for your project will always depend on the specific combination of requirements in play.
| Requirement | FDM | SLS | SLA | Vacuum Casting | Injection Moulding | Remarks |
|---|---|---|---|---|---|---|
| Concept Models | ✓✓✓ | ✓✓ | ✓✓✓ | — | — | FDM provides the most economical route. |
| Appearance Models | ✓ | ✓✓ | ✓✓✓ | ✓✓✓ | — | SLA and Vacuum Casting excel in aesthetics. |
| Functional Prototypes | ✓✓✓ | ✓✓✓ | ✓ | ✓✓ | — | FDM and SLS offer superior engineering performance. |
| Complex Geometries | ✓✓ | ✓✓✓ | ✓✓ | ✓ | ✓ | SLS enables support-free complexity. |
| Generative Design | ✓ | ✓✓✓ | — | — | ✓ | SLS supports lightweighting strategies effectively. |
| Snap-Fit Assemblies | ✓✓ | ✓✓✓ | ✓ | ✓✓ | ✓✓✓ | PA12 performs particularly well. |
| Transparent Parts | — | — | ✓✓✓ | ✓✓✓ | ✓✓✓ | Clear materials available in SLA and Vacuum Casting. |
| Flexible Components | ✓ | ✓✓✓ | ✓ | ✓✓✓ | ✓✓✓ | TPU and flexible PU offer different flexibility ranges. |
| High-Temperature Applications | ✓✓✓ | ✓ | ✓✓ | ✓ | ✓✓✓ | Ultem™ 9085 extends FDM capability significantly. |
| Production Quantities (1–5) | ✓✓✓ | ✓✓✓ | ✓✓✓ | ✓ | ✗ | Tooling costs are difficult to justify. |
| Production Quantities (10–50) | ✓✓ | ✓✓✓ | ✓✓ | ✓✓✓ | ✗ | Vacuum Casting becomes increasingly attractive. |
| Production Quantities (50–200) | ✓ | ✓✓ | ✓ | ✓✓✓ | ✓ | Ideal range for Vacuum Casting. |
| Production Quantities (>500) | ✗ | ✗ | ✗ | ✓ | ✓✓✓ | Injection moulding generally becomes economical. |
| Lowest Upfront Investment | ✓✓✓ | ✓✓✓ | ✓✓✓ | ✓✓ | ✗ | Additive manufacturing avoids tooling investment. |
| Fastest Route to First Part | ✓✓✓ | ✓✓ | ✓✓ | ✓ | ✗ | Rapid iteration is possible without tooling delays. |
Surface Finish Considerations
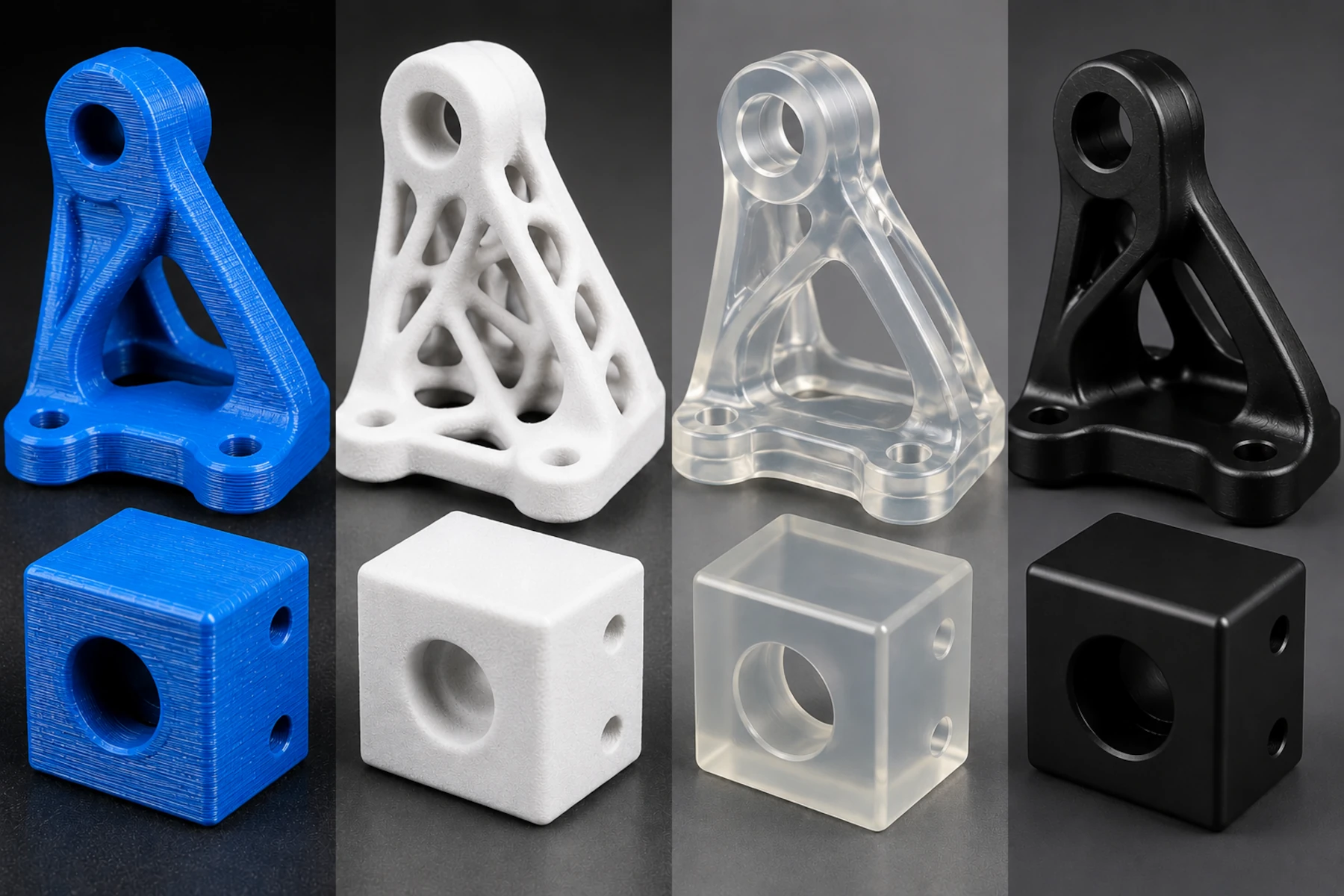
The same geometry produced by different processes can look and feel very different. Surface finish often determines which technology is shortlisted first. © Stratnel Technologies LLP
Surface finish requirements frequently narrow down the technology choice before any other factor is considered:
- FDM produces visible layer lines. These are inherent to the process and can be reduced with finer layer heights or post-processing, but cannot be entirely eliminated without significant additional effort.
- SLS produces a uniform matte finish — slightly grainy but consistent across the part. It is well suited to functional applications where cosmetics are secondary.
- SLA delivers exceptional detail and smooth surfaces straight off the machine, making it the natural choice when appearance and fine features are critical.
- Vacuum Casting provides production-like cosmetic quality with minimal finishing required — the silicone mould faithfully reproduces the surface of the master pattern.
Mechanical Performance
Choosing the right process for structural or functional parts requires understanding how each technology's mechanical characteristics compare:
- FDM excels when engineering thermoplastics are required. Materials such as Polycarbonate, FR-PC-ABS, and Ultem™ 9085 deliver properties that rival injection-moulded parts for many structural applications.
- SLS offers durable nylon parts with excellent functional performance. PA12 combines strength, toughness, and wear resistance in a way that makes it suitable for production-equivalent functional testing.
- SLA is best suited for appearance-focused and validation applications rather than structural load-bearing use. Tough and Hi-Temp resins extend capability but remain secondary to FDM and SLS for demanding functional applications.
- Vacuum Casting delivers production-like behaviour for low-volume manufacturing — the polyurethane materials closely simulate injection-moulded plastic properties, making it valuable for pre-production validation and small batch supply.
Cost Considerations
The lowest-cost solution always depends on the combination of quantity and application requirements — there is no universal answer:
- FDM is often the most economical option for early-stage development, particularly for concept models and initial functional tests.
- SLS becomes attractive when complex geometries and batch production are involved, since the absence of support structures reduces post-processing and material waste.
- SLA justifies its cost premium when appearance and detail resolution are the primary requirements — particularly for customer-facing models and design reviews.
- Vacuum Casting reduces unit cost for pilot production without the investment associated with hard tooling. It becomes increasingly competitive as quantities approach 10–200 units.
- Injection moulding offers the lowest cost per part only when production volumes justify the tooling expenditure — typically above 500 units, and decisively so above 1000.
Material Selection Guide
The following table summarises the full range of materials available across all four processes, their typical applications, and key advantages at a glance.
| Process | Material | Typical Applications | Key Advantages |
|---|---|---|---|
| FDM — Fused Deposition Modelling | |||
| FDM | PLA | Concept models | Economical and fast |
| FDM | PETG | Fixtures, prototypes | Tough and versatile |
| FDM | ABS | Functional prototypes | Good impact resistance |
| FDM | ASA | Outdoor applications | UV resistant |
| FDM | Polycarbonate | Structural components | High strength and temperature capability |
| FDM | FR-PC-ABS | Electronic housings | Flame retardancy |
| FDM | Ultem™ 9085 | Aerospace and industrial applications | FST performance · −50°C to +150°C service temperature |
| SLS — Selective Laser Sintering | |||
| SLS | PA12 | Functional parts and lightweight structures | Durable · Suitable for generative design |
| SLS | TPU 88A | Flexible components | Elastic and abrasion resistant |
| SLA — Stereolithography | |||
| SLA | Standard Grey | Visual prototypes | Excellent detail |
| SLA | Clear Resin | Transparent components | High optical clarity |
| SLA | Tough Black | Functional prototypes | Improved toughness |
| SLA | Hi-Temp White | Thermal applications | Elevated temperature resistance |
| Vacuum Casting | |||
| Vacuum Casting | Standard PU | Production-like parts | Excellent appearance |
| Vacuum Casting | Clear PU | Transparent covers | Production-like clarity |
| Vacuum Casting | Flexible PU | Seals and grips | Variable Shore hardness |
| Vacuum Casting | Glass-Filled PU | Rigid functional parts | Improved stiffness |
The Product Development Pathway

The most successful products are rarely made using a single technology throughout. Understanding when to transition between processes is as important as the choice of process itself. © Stratnel Technologies LLP
There is no universally "best" manufacturing process. The most successful products often transition through multiple technologies as they move from concept to production. A typical development pathway looks like this:
FDM or SLA → SLS → Vacuum Casting → Injection Moulding
The key is selecting the right process and material combination for the specific stage of development. Understanding when to transition from one technology to another can reduce development costs, accelerate time to market, and improve overall product performance.
At Stratnel, we help engineers evaluate designs and identify the most appropriate manufacturing route based on performance requirements, production quantity, lead time, and budget. Choosing the right technology early in the development cycle can make all the difference.
Have a question or a perspective to add? Write to us below — we read every message, and may feature selected responses in a future post.