The SLS Difference
What SLS Makes Possible
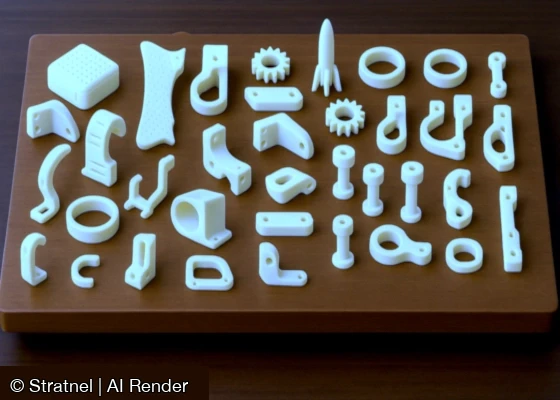
SLS is the only additive process where the printing medium — a bed of powder — also acts as the support. This fundamental difference changes what is geometrically possible and eliminates the design compromises that support removal imposes on every other process.
Internal channels, cooling passages, and air ducts — printed as single integrated parts, no assembly
Interlocking mechanisms, hinges, and ball joints — printed already assembled
Complex organic surfaces and undercuts — with no support marks to finish
Lattice and honeycomb structures for significant weight reduction
Living hinges and integrated snap-fit features
Multiple different parts nested in a single build — maximising batch efficiency